الزامات قبل از نصب اتصالات لوله پلی اتیلن
قطر لوله پلی اتیلن – در صورت عدم وجود الزامات خاص از طرف سازنده اتصالات، از این موضوع اطمینان حاصل کنید که قطر لوله در محدوده تحمل، در دمای مشخص شده است و بر اساس استاندارد لوله (714 ASTM F 906 ،AWWA C، و غیره) قابل اجرا است. تحمل های لوله در ارتباط با استانداردهای لوله در 73 درجه فارنهایت تعیین می شود. برای تعیین قطر، قطر لوله پلی اتیلن را با نوار Pi در 2 اینچ و 6 اینچ از انتهای لوله اندازه گیری کنید. کاهش سطح نوک لوله یا کاهش قطر لوله، شرایطی است که در انتهای لوله رخ می دهد و باید بررسی شود تا این اطمینان حاصل شود که قطر لوله در 2 اینچ از انتهای لوله در محدوده تحمل می باشد. برای انجام این بررسی، ممکن است برداشتن یک قطر لوله یا 12 اینچ از انتهای لوله، ضروری باشد.

اندازه گیری قطر لوله پلی اتیلن بوسیله یک نوار Pi
نکته مهم: در فرایند آماده سازی لوله برای جوش الکتریکی، قطر خاجی لوله، با خراش دادن سطح بیرونی لوله، حداقل به اندازه 014/0 اینچ کاهش می یابد. این کاهش قطر خارجی لوله پلی اتیلن باید در هنگام پذیرش لوله اکسترود شده، نزدیک به حداقل تحمل های فوق در نظر گرفته شود.
بیضی بودن لوله پلی اتیلن – با اندازه گیری قطر لوله برای تعیین میزان گرد بودن سطح خارجی لوله، این موضوع را تعیین کنید که آیا شرایط بیضی بودن لوله وجود دارد یا خیر. اگر بیضی بودن لوله بیش از 2 % باشد، باید از گیره های گرد کننده مجدد استفاده شود.
انتهای لوله پلی اتیلن باید به طور مربعی شکل با 5 90 درجه برش داده شود. یک زنجیر یا تسمه 4 اینچی یا بزرگتر را می توان به عنوان راهنما برای علامت گذاری لوله برای برش استفاده نمود. برای تعیین زاویه برش لوله، می توان از تراز و نقاله استفاده کرد.
تراز بودن لوله پلی اتیلن – ویژگی تراز لوله بودن باید بررسی شود تا این اطمینان حاصل شود که هیچگونه تنشی در این عملیات مونتاژ که ممکن است باعث حرکت لوله در طول همجوشی شود، وجود ندارد.
منبع تغذیه – یک منبع تغذیه کافی برای نصب اتصالات لوله پلی اتیلن مورد نیاز است. در این مورد اطمینان حاصل کنید که منبع تغذیه قادر به تأمین توان لازم برای کل زمان همجوشی کوپلینگ بدون ایجاد وقفه است. (ژنراتور را برای تأمین سوخت کامل آن بررسی کنید). در این مورد اطمینان حاصل کنید که همه اتصالات منبع تغذیه محکم و تمیز هستند. اتصالات شل می تواند باعث ایجاد قوس الکتریکی یا منفجر شدن فیوزها شود.
منبع تغذیه 110 ولت – یک ژنراتور تغذیه پیوسته حداقل به قدرت 5،000 وات که قادر باشد یک ولتاژ به میزان 115 ولت تا 135 ولت با فرکانس 45 هرتز تا 66 هرتز را به جعبه کنترل برساند.، برای انجام اتصالات مورد نیاز است همچنین، از یک قطع کننده به میزان حداقل 30 آمپر با فیوز “کند سوز” یا فیوز تأخیری و یک پریز دارای دو حالت قطع مدل NENA L6، 30 آمپری استفاده کنید.
ژنراتور 220 ولت – یک ژنراتور تغذیه پیوسته با توان حداقل 5،000 وات که قادر است 180 ولت تا 300 ولت با فرکانس 45 هرتز تا 65 هرتز را به جعبه کنترل برساند، برای نصب اتصالات لوله پلی اتیلن مورد نیاز است. از یک قطع کننده با حداقل 30 آمپر با فیوزهای “کند سوز” یا فیوزهای با تأخیر زمانی و یک پریز با دو حالت قطع مدل NEMA L6 با توان 15 آمپر استفاده کنید.
توجه: ژنراتورهای موجود در بازار که قادر به تأمین این نیازها هستند، معمولاً با ظرفیت بیش از 7500 وات هستند و باید در وضعیت مناسبی کار کنند.
سیم های رابط – معمولاً استفاده از سیم های رابط دارای طول تا 50 اینچ بین ژنراتور و جعبه کنترل مجاز است. حداقل سیم فشارسنج، برای طول های کششی تا 50 اینچ، برابر با awg 3/10 است. استفاده از سیم های رابط با طول های بیشتر نیز ممکن است مجاز باشد؛ برای دریافت توصیه های خاص با سازنده اتصالات و تجهیزات مشورت کنید.
جعبه کنترل – یک جعبه کنترل 24 رقمی سازگار با بارکد مطابق با استاندارد 12716 ISO باید برای رساندن انرژی مورد نیاز به کوپلینگ استفاده شود. این جعبه کنترل باید قادر به ارائه برق با 80 آمپر در خروجی 40 ولت باشد. جعبه کنترل باید قادر به خواندن بارکد کوپلینگ و اعمال متغیرهای همجوشی صحیح، شامل جبران دمای خودکار، در مورد اتصالات، بدون دخالت اپراتور باشد. جعبه کنترل باید قابلیت خواندن دمای محیط در محل همجوشی را داشته باشد.
ابزار تراش – آماده سازی لوله پلی اتیلن برای انجام فرایند جوش الکتریکی بسیار مهم است. برای از بین بردن آلودگی و اکسیداسیون سطحی از سطح لوله، باید به روش های تمیز کردن و تراش دادن مناسب توجه کرد. در این مورد اطمینان حاصل کنید که فقط از ابزارهای تراش دهنده نوع مکانیکی که به طور خاص برای آماده نمودن جوش الکتریکی طراحی شده اند، برای آماده سازی سطح لوله استفاده می شود. از مواد ساینده مانند آسیاب، سنباده یا کاغذ سنباده برای تراش دادن لوله پلی اتیلن استفاده نکنید.
نشانگرها – از این موضوع اطمینان حاصل کنید که علامتگذاریهای عمق ورودی و ناحیه تراش لوله با یک نشانگر دائمی یا یک قلم رنگ بدون چربی و بدون نفت که به سرعت خشک می شوند، ساخته شدهاند.
عامل تمیز کننده / پارچه مخصوص پاک کردن – از یک پارچه تمیز، خشک، بدون رنگ و بدون پرز برای تمیز کردن سطوح لوله پلی اتیلن استفاده نمایید. الکل ایزوپروپیل 96 درصد یا بالاتر بدون افزودنی، به جز آب، به عنوان یک عامل پاک کننده توصیه می شود. دستمال مرطوب از پیش آغشته شده بدون مواد افزودنی نیز ممکن است مناسب باشد. الکل تغییر ماهیت داده شده نیز ممکن است دارای ناخالصی های دیگری باشد و برای استفاده با جوش الکتریکی مناسب نیست. تحت هیچ شرایطی نباید با هر مایعی (آب، روغن، فاضلاب و غیره) که در لوله پلی اتیلن یا ناحیه همجوشی جریان دارد، همجوشی کوپلینگ ایجاد شود. شکست مفصل همجوشی و خطرات الکتریکی احتمالی نیز ممکن است در این صورت رخ بدهد. ناحیه همجوشی باید قبل و در هنگام اتجام عملیات همجوشی تمیز و خشک باشد.
شرایط آب و هوایی – حداقل و حداکثر دمای نصب که برای انجام اتصالات جوش الکتریکی که توسط سازنده اتصالات توصیه شده است را رعایت کنید. محدوده دمای نصب معمولی 4 درجه فارنهایت تا 120 درجه فارنهایت (20 درجه سانتیگراد تا 49 درجه سانتیگراد) است، اما با توجه به توصیه انجام شده توسط سازنده می تواند در بالا و پایین این محدوده دما متفاوت باشد. اگر دمای محیط خارج از این محدوده است، برای دریافت یک توصیه خاص در این مورد، با سازنده تجهیزات و اتصالات مشورت کنید. در اتصال کوپلینگ های با قطر بزرگ ممکن است از یک زمان همجوشی خاص دما یا یک چرخه پیش گرماییش دهی قبل از همجوشی استفاده شود. در صورت وجود آب و هوای نامساعد، مانند باران یا برف، از محل همجوشی محافظت کنید.
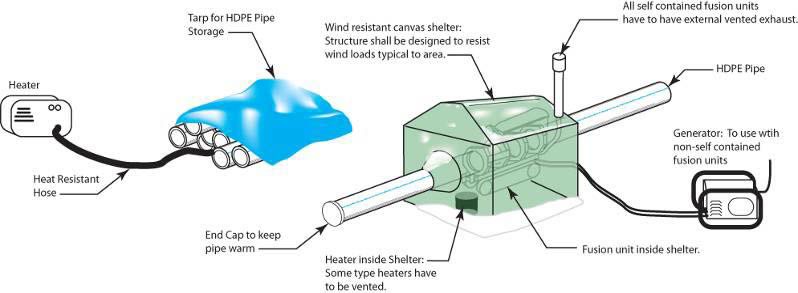
آماده سازی برای انجام عملیات جوش الکتریکی: لوله پلی اتیلن را به صورت گرم و محافظت شده نگهداری کنید
روش نصب
1- انتهای لوله را تمیز کنید تا مواد زائد، گل و لای و سایر زباله ها از انتهای لوله پاک شود. آب تمیز را می توان برای تمیز کردن اولیه لوله پلی اتیلن، قبل از تراش دادن آن استفاده کرد. با این حال، سطح لوله قبل از تراش دادن باید تمیز و خشک باشد. سطح لوله پلی اتیلن را بررسی کنید و هر گونه زباله روی لوله را که ممکن است به ابزار تراش دادن آسیب برساند، از سطح لوله جدا کنید. آماده سازی لوله برای انجام فریند جوش الکتریکی بسیار مهم است. برای از بین بردن آلودگی و اکسیداسیون سطحی از سطح لوله، باید به روش های تمیز کردن و تراش دادن به صورت مناسب، توجه کرد.

انتهای لوله پلی اتیلن باید کاملاً تمیز شود
2- اطمینان حاصل کنید که انتهای لوله پلی اتیلن مربع شکل است و حتی نزدیک به 90 درجه می باشد. می توان یک از یک تسمه یا بند به عنوان راهنما برای علامت گذاری انتهای لوله پلی اتیلن به منظور انجام برش مستقیم استفاده نمود.

انتهای لوله پلی اتیلن را به صورت مربع تراش بدهید
3- طول کل متصل کننده که در نظر است نصب شود را اندازه گیری کنید. یک علامت (با نشانگر توصیه شده) از انتهای لوله پلی اتیلن که نصف طول کل متصل کننده (کوپلر) است، ایجاد کنید. این علامت برای دستیابی به اهداف عمق محکم کردن متصل کننده است و این اطمینان را ایجاد می کند که انتهای لوله پلی اتیلن در مرکز متصل کننده قرار می گیرد.

عمق داخلی را بر روی لوله پلی اتیلن علامت بزنید
4- قسمت بیضی شکل لوله پلی اتیلن را اندازه گیری کنید. اختلاف قطر زیاد/پایین لوله نباید از 2 % کل قطر لوله بیشتر شود. در صورت لزوم، بلافاصله یک گیره برای گردکردن لوله را مجدداً در خارج از علامت عمق محکم نمودن لوله قرار بدهید. برای از بین بردن شکل بیضی قسمت های بالای لوله بیضی شکل را تراش نزنید.


انتهای لوله پلی اتیلن را به شکل مربع تراش بدهید
برای تعیین بالاترین و پایین ترین نقاط قطر لوله پلی اتیلن، اندازه گیری های لازم را انجام بدهید. در صورت لزوم، از گیره های گردسازی مجدد استفاده کنید؛ برای انجام این کار، از یک ابزار گردسازی مجدد تجاری در دسترس ، یا حلقه های فلزی احاطه نمودن دورانی کامل به عنوان جایگزین استفاده کنید.

ابزار گردسازی مجدد تجاری

گرد نمودن مجدد لوله پلی اتیلن با استفاده از حلقه احاطه نمودن دورانی کامل
5- بیرون سطح لوله پلی اتیلن را به گونه ای خراش بدهید که اکسیداسیون و آلاینده های دیگر روی لوله پلی اتیلن از بین برود. برای انجام این کار، از یک ابزار خراش دهنده نوع مکانیکی که به طور خاص، برای آماده نمودن سطح خارجی لوله برای انجام جوش الکتریکی طراحی شده است استفاده کنید تا حداقل 014/0 اینچ (36/0 میلی متر) از قطر خارجی لوله را جدا کنید. سطح لوله پلی اتیلن را خراش بدهید تا یک لایه بیرونی یا “پوست” از لوله جدا بشود تا مواد تمیز و دست نخورده سطح خارجی لوله پلی اتیلن در معرض دید قرار گیرد. کل محیط ناحیه خراشیده شده لوله را بررسی کنید تا از خراشیدن کامل کل لایه پوششی لوله مطمئن شوید. سطح خراشیده شده لوله پلی اتیلن را با دست لمس نکنید، زیرا ممکن است باعث آلودگی سطح لوله شود. لوله خراشیده باید مطابق با توصیههای ابعادی سازنده اتصالات باشد. از ابزار ساینده ،مانند آسیاب، سنباده یا کاغذ سنباده برای خراشیدن سطح لوله پلی اتیلن استفاده نکنید.

روش خراش دادن سطح لوله پلی اتیلن
6- سطح لوله پلی اتیلن خراشیده شده یا داخل کوپلر را لمس نکنید، زیرا ممکن است روغن های موجود بر روی بدنه بدنه و آلودگی های دیگر، کیفیت عملکرد اتصال همجوشی لوله را به خطر بیندازند. اگر سطوح لوله آلوده شد، با یک حوله تمیز بدون پرز و ایزوپروپیل الکل 96 % آن را کاملاً تمیز کنید و قبل از مونتاژ نمودن لوله صبر کنید تا خشک شود. الکل را با هیچ مایع افزودنی دیگری غیر از آب استفاده نکنید.
احتیاط: به منظور جلوگیری از آلودگی مجدد احتمالی سطوح اتصال و لوله های آماده شده، سطوح همجوشی لوله پلی اتیلن را لمس نکنید.
7- اگر در نظر دارید کوپلر به طور کامل بر روی یک انتهای لوله پلی اتیلن فشار داده شود، انتهای لوله را در تمام طول کوپلر خراش بدهید تا با لغزش کوپلر بر روی سطح لوله خراشیده نشده، کوپلر آلوده نشود.
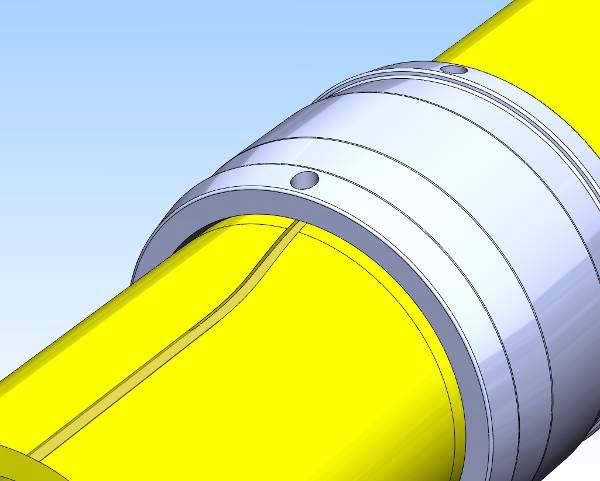
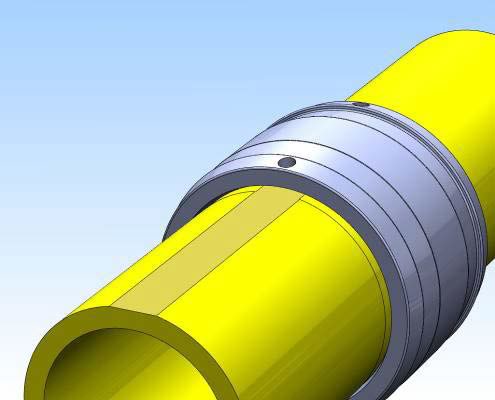
8- کوپلر را روی انتهای لوله پلی اتیلن نصب کنید تا علائم عمق محکم شدن، در لبه های بیرونی کوپلر تراز باشند. همچنین، می توان انتهای لوله پلی اتیلن را مورب نمود تا امکان ورود آسان تر آن در کوپلینگ فراهم شود. در صورت لزوم، از یک پتک لاستیکی (یا چکش فلزی و قالب های چوبی) برای جابجایی کوپلر روی لوله پلی اتیلن استفاده کنید. گیره های گرد را نیز می توان به عنوان مهارکننده برای کشیدن کوپلرها روی لوله با وسایل کمکی مکانیکی مانند وینچ دستی استفاده کرد. مراقب باشید به سیم داخلی یا پین های ترمینال کوپلر آسیب وارد نکنید. یک کیسه پلاستیکی روی کوپلر بگذارید تا از ورود آلودگی و مواد زاید به انتهای باز لوله جلوگیری کنید.

نصب کوپلر بر روی لوله پلی اتیلن
9- تراز انتهای لوله پلی اتیلن را بررسی کنید تا مطمئن شوید که قبل از همچوشی، یا در طول انجام همجوشی و تا هنگامی که زمان خنک شدن لوله پلی اتیلن تمام نشده است، هیچ گونه اتصال یا تنشی بر روی کوپلینگ اعمال نشده باشد. ممکن است ایجاد تکیه گاه برای پشتیبانی از لوله و کوپلینگ، برای جلوگیری از تنش یا افتادگی که ممکن است در اثر اعمال حرارت در طول همجوشی ایجاد شود، ضروری باشد.
10- قبل از روشن کردن جعبه کنترل، از انجام کارکرد عادی ژنراتور اطمینان حاصل کنید. سیم های جعبه کنترل را به کوپلر وصل کنید. مطمئن شوید که تمام اتصالات و نوک سیم های آداپتور، دارای اندازه مناسب و ایمن هستند.
11- برای تنظیم زمان همجوشی، بارکد مربوطه را اسکن کنید. اطمینان حاصل کنید که اطلاعات موجود بر روی برچسب، با اطلاعات اسکن شده مطابقت دارد. روش سازنده را برای انجام پیش گرمایش یا زمان همجوشی خاص در مورد میزان دما رعایت کنید. فرایند همجوشی را شروع کنید. مراقبت لازم را در هنگام انجام کار داشته باشید. با توجه به توصیه های ارائه شده توسط سازنده کوپلینگ، بعضی از کوپلینگ ها دارای بارکدهای متعددی هستند که با دمای محیط مطابقت دارد یا یک بارکد پیش گرمای جداگانه که قبل از جوش دادن کوپلینگ استفاده می شود، را ارائه نموده اند.. بنابراین، از توصیه سازنده کوپلینگ، برای اسکن نمودن بارکد مناسب پیروی کنید. تحت هیچ شرایطی نباید با هیچ ماده ای که در لوله پلی اتیلن یا ناحیه همجوشی جریان دارد، یک همجوشی اتصال، ایجاد شود، زیرا شکست اتصال همجوشی و خطرات الکتریکی احتمالی ممکن است رخ دهد. همچنین، ناحیه همجوشی باید قبل و در طول انجام همجوشی، تمیز و خشک باشد.


روش اسکن نمودن بارکد
12- پس از اینکه چرخه انجام فرایند همجوشی تکمیل شد، این موضوع را بررسی کنید که تکمیل چرخه فرایند همجوشی طبیعی است یا خیر. اگر کوپلینگ مجهز است، نشانگرهای ذوب را بررسی کنید. به زمان خنک شدن لوله پلی اتیلن توجه کنید و زمان سپری شدن نصب گیره بر روی لوله را یادداشت کنید. همچنین، اطلاعات اضافی مانند شماره شناسه ثبت اطلاعات همجوشی، شماره سریال جعبه کنترل و غیره نیز در صورت نیاز باید ثبت شود. برای کوپلرهای دارای دو ناحیه همجوشی، این کار را برای هر دو انتهای کوپلر تکرار کنید.

ثبت اطلاعات جوش الکتریکی لوله پلی اتیلن
اگر خطای سیکل همجوشی رخ داد، به کد خطای نمایش داده شده توسط جعبه کنترل توجه کنید و طبق توصیه سازنده کوپلینگ اقدام کنید. در صورت قطع برق (به عنوان مثال، سوخت ژنراتور تمام شود، سیم ها قطع شوند یا هر گونه قطعی برق به علت های دیگر رخ بدهد) برای انجام همجوشی مجدد، به دستورالعمل های سازنده مراجعه کنید. خطاهای ناشی از هر شرایط دیگر نباید دوباره برای انجام همجوشی تکرار شوند. 13- پس از گذشت حداقل زمان خنک کننده توصیه شده توسط سازنده، می توان پر کردن مجدد و جابجایی را تکمیل کرد. زمان خنک شدن توصیهشده پس از تکمیل شدن چرخه فرایند همجوشی، توسط جعبه کنترل نمایش داده میشود یا میتوان آن را روی برچسب کوپلر مشاهده کرد. همچنین، می توان آزمایش نشت فشار را پس از گذشت زمان خنک سازی توصیه شده، به اضافه سپری شدن یک ساعت دیگر، انجام داد.
بررسی و معاینه
موارد زیر نمونه هایی از اتصالات جوش الکتریکی قابل قبول و غیرقابل قبول هستند:
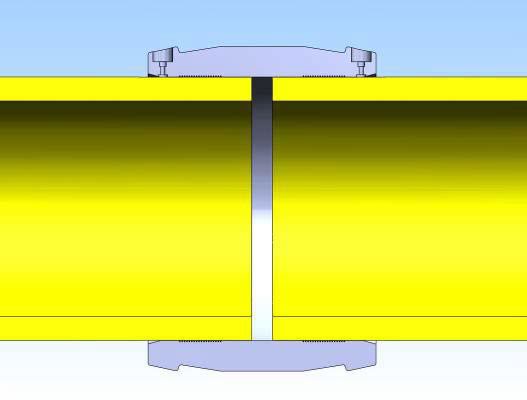
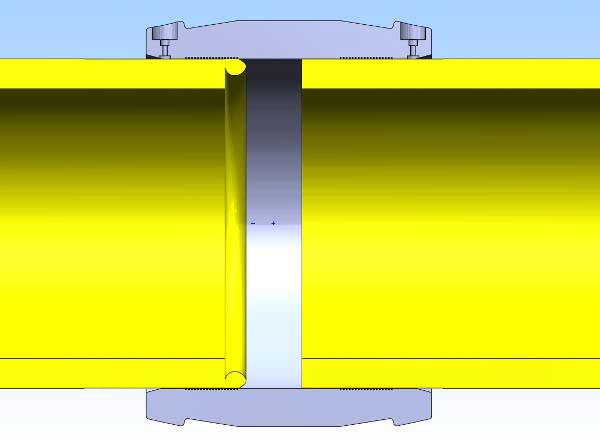
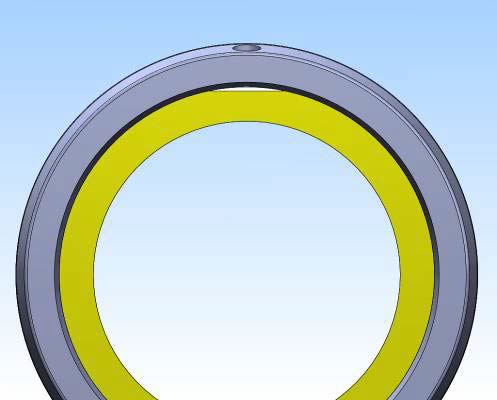
یک تصال همجوشی خوب – کاملاً قابل قبول
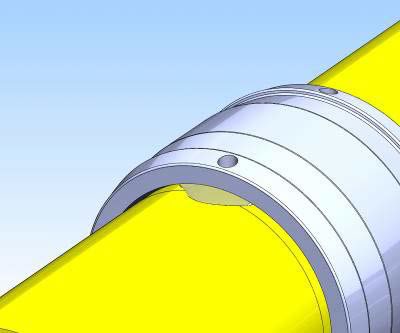
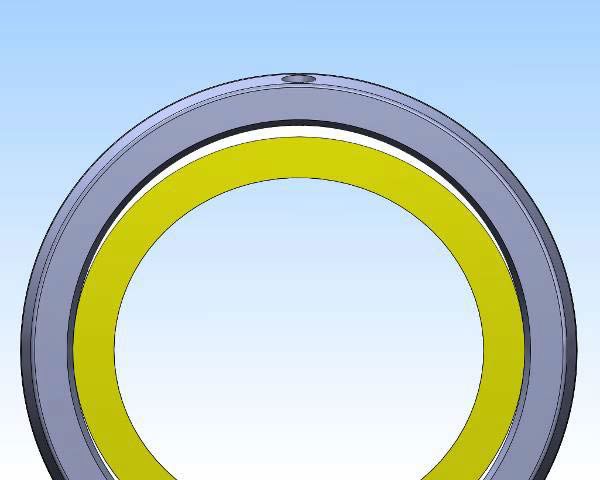
ذوب شدن غیرقابل قبول – علل احتمالی: بیضی بودن لوله پلی اتیلن، نقاط صاف،لوله با اندازه کوچک و خم شدن لوله
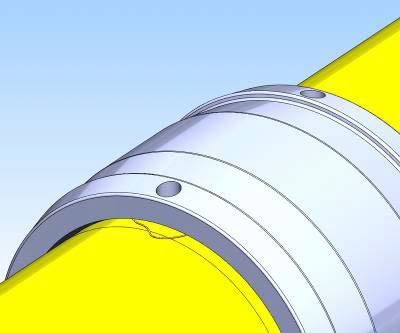
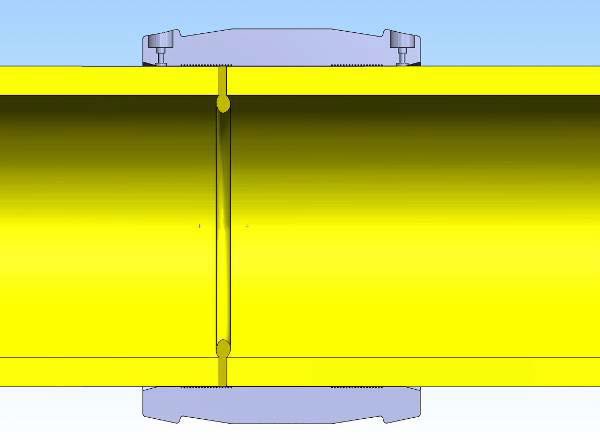
سیم در معرض غیرقابل قبول – علل احتمالی: بیضی بودن لوله پلی اتیلن، نقاط صاف،لوله با اندازه کوچک و خم شدن لوله
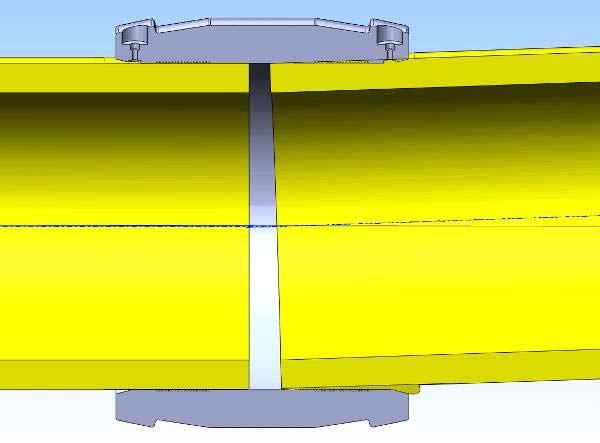
محکم شدن کوتاه مدت غیر قابل قبول-علت احتمالی: عدم علامت گذاری و عدم بررسی عمق استحکام
ضربه زدن اشتباه غیرقابل قبول – علت احتمالی عدم علامت گذاری و همچنین، عدم نظارت بر عمق ضربه
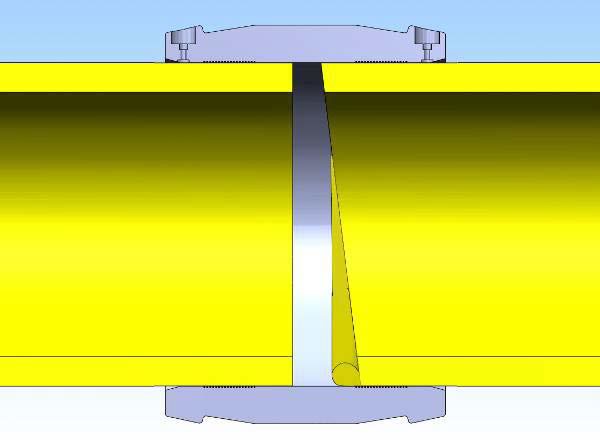
عدم همترازی غیر قابل قبول- علت احتمالی: بستن یا مهار نمودن ناکافی در طول انجام عملیات همجوشی
برش اشتباه غیر قابل قبول- علت احتمالی: عدم برش انتهای لوله پلی اتیلن به صورت عمود بر لوله
کندن و خراش دادن غیر قابل قبول- علت احتمالی: آسیب رسیدن به لوله پلی اتیلن در طول حمل و نقل یا جابجایی لوله
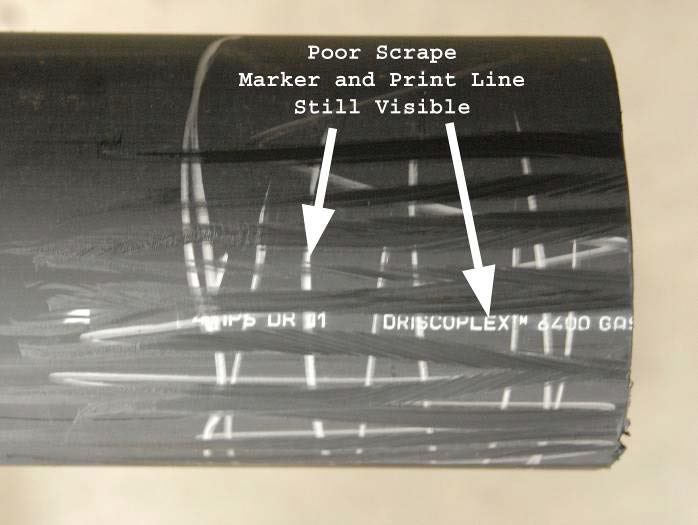
خراش ضعیف غیرقابل قبول – علل احتمالی: خراش دادن نادرست، خراش دهنده به صورت ضعیف محافظت شده است، تعداد نامناسب انجام عملیات با خراش دهنده و ارزیابی ناکارآمد خراش دادن
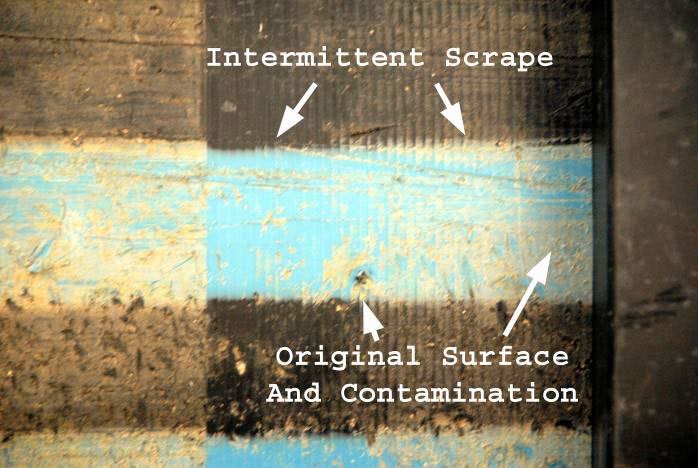
خراش ضعیف غیرقابل قبول – علل احتمالی: استفاده از خراش دهنده نادرست، خراش دهنده به صورت ضعیف محافظت شده است، تعداد نامناسب انجام عملیات با خراش دهنده و ارزیابی ناکارآمد خراش دادن

خراش دادن بیش از حد و غیرقابل قبول – علل احتمالی: استفاده از خراش دهنده نادرست، خراش دادن ضعیف، تعداد بیش از حد مسیر عبور با خراش دهنده بر روی سطح خارجی لوله پلی اتیلن و ارزیابی ناکارآمد خراش دادن
نقاط مسطح غیرقابل قبول لوله پلی اتیلن – علت احتمالی: آسیب دیدن لوله در حین حمل و نقل یا جابجایی لوله
نقاط مسطح غیرقابل قبول لوله پلی اتیلن – علت احتمالی : آسیب دیدن لوله در حین حمل و نقل یا جابجایی لوله
گرد بودن غیرقابل قبول بیرون لوله پلی اتیلن – علل احتمالی : آسیب دیدن لوله در حین حمل و نقل یا نگهداری لوله
برای مشاهده دستورالعملهای دقیق در این مورد، به کتابچه منتشر شده PPI نسخه 34-TN به شرح زیر مراجعه کنید:
- اندازه گیری قطر لوله پلی اتیلن با نوار Pi؛
- خواندن نوار Pi؛
- علامت گذاری انتهای لوله برای برش های مربعی؛
- برش انتهای لوله.